-
电话:13587087712 张经理(同微信号)

软质PVC管螺杆和机筒








产品参数
JED SCREW 杰德螺杆
杰德公司专业的设计能力,和精密的加工工艺,值得你信任。
软质PVC挤出螺杆的结构设计需兼顾材料特性和加工需求,以下是关键要点:
1. 基本结构类型
- 渐变型螺杆:螺槽深度从供料段逐渐减小至头部,适用于软质PVC等非结晶型塑料,但该结构因供料段设计限制已逐渐被淘汰。
- 计量型螺杆:具有等距等深的计量段(长度通常为4-60D),能稳定挤出压力与流量,广泛用于PVC及聚烯烃。其供料段为等距等深,压缩段螺槽深度渐变。
- 鱼雷头型螺杆:在计量段前加装带筋的鱼雷头,增强剪切力与塑化效果,适用于PVC造粒及成型。需注意鱼雷头部位需配置冷却装置以防过热。
2. 设计特点
- 表面处理:螺杆表面需镀铬以提高耐腐蚀性,尤其适应PVC的酸性环境。
- 无分胶圈设计:避免使用分胶圈或分胶介子,减少剪切发热,但因此不适用于低粘度塑料。
- 一体式分胶头:对质量要求高的软质PVC产品,推荐螺杆与分胶头一体式设计,避免积料问题。
3. 参数优化
- 均化段长度:软质PVC加工中可缩短或取消均化段,因热敏性材料不宜长时间停留。
- 压缩比与剪切力:需平衡塑化效果与材料热稳定性,避免因剪切过热导致分解。
4. 常见问题与解决
- 塑化不足:可通过调整温度(塑化段110-120℃)、优化润滑剂配比(减少外润滑)或更换磨损螺杆改善5。
- 颗粒结块:需加强冷却(水温10-25℃)并消除静电,同时检查切刀锋利度。
5. 适用性对比
| 类型 | 适用场景 | 优势 | 局限性 |
|---|---|---|---|
| 计量型 | 软质PVC挤出成型 | 挤出稳定,制品质量高 | 需精确控制温度 |
| 鱼雷头型 | PVC造粒、高剪切需求 | 塑化效果好 | 需额外冷却装置 |
以上设计需结合具体生产条件调整,如配方、设备参数等,以确保软质PVC的加工效率与制品质量
常见问题:
我们可以提供哪些类型的产品?
我们通过哪些物流运输?
可以根据我们的要求定制吗?

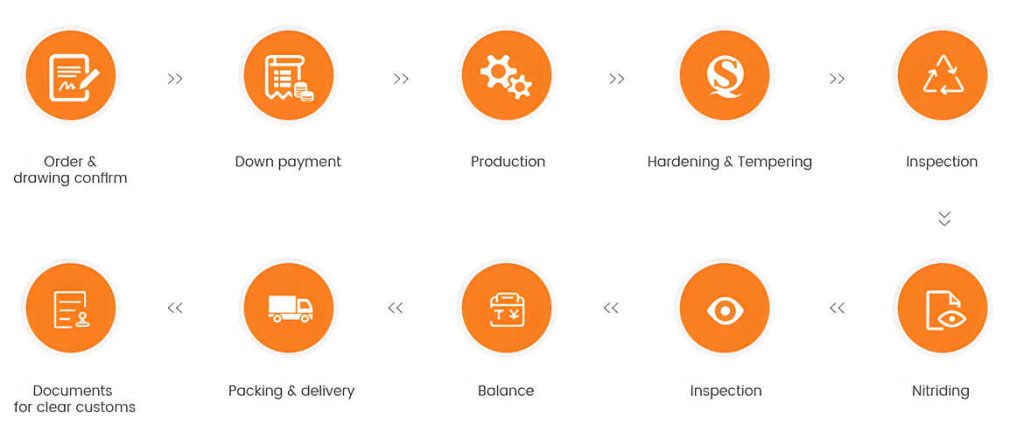
我们的订购流程是怎样的?
售后服务包括哪些服务?





